




纹徕仪表 品牌
生产厂家厂商性质
曲靖市所在地
烤房烤烟热风炉烘烤烘干燃煤圆形火炉锅炉
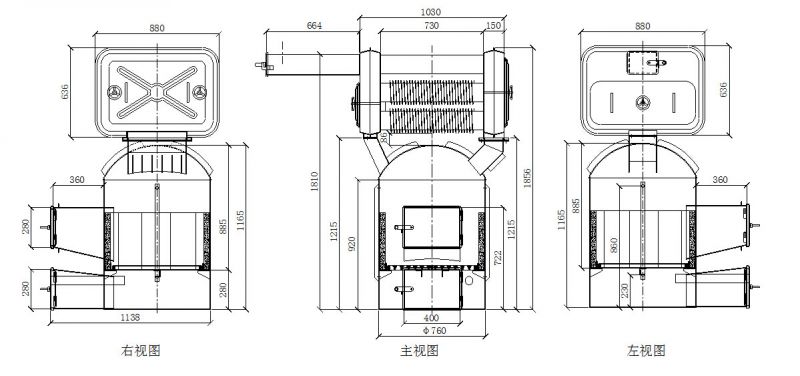
烘烤锅炉采用耐腐蚀性强的特定金属制作,由分体设计加工的换热器和炉体两部分组成。两部分对接的烟气管道与支撑架均采用螺栓紧固连接。换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。设备使用寿命10年以上。
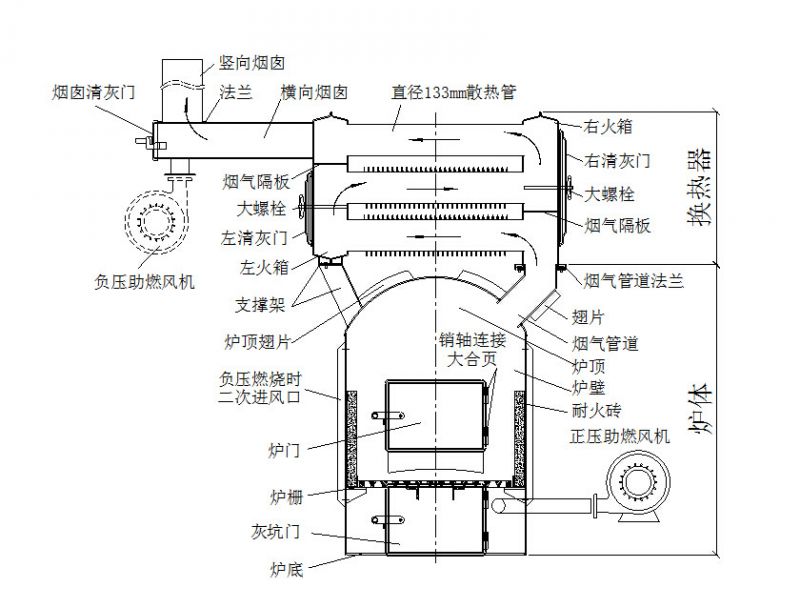
供热设备各部位名称示意图
供热设备结构示意图
换热器
换热器包括换热管、火箱和金属烟囱,配置清灰耙。烟气通过换热管两端的火箱从下*呈“S”形在层间流通,换热器结构与技术参数。

换热器主视图
换热管
采用厚度4mm耐硫酸露点腐蚀钢板(厚度4mm指实际厚度不低于4mm,下同)卷制焊接而成。管径133mm,管长745mm,与火箱焊接后管长730mm,上部3根为光管,下部7根为翅片管。翅片采用Q195标准翅片带,*选用耐候钢或耐酸钢翅片带,翅片高度20mm,厚度1.5mm,翅片间距15mm,带翅片部分管长645mm(图4),钢材符合GB/T700、GB699、GB/T221、GB/T15575和GB/T711规定。翅片带与光管采用高频电阻焊技术焊接,符合HG/T3181和JB/T6512标准。
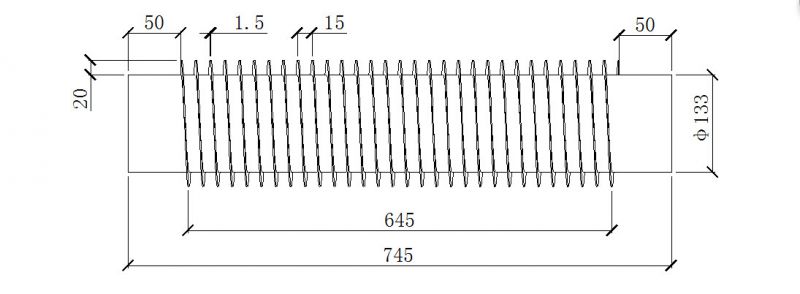
翅片管结构参数示意图
火箱
火箱是换热管层间烟气的流通通道,左火箱上侧与烟囱连通,右火箱下侧与炉顶烟气管道连通。火箱由内壁、外壁、清灰门、烟气隔板构成,在左右火箱的下侧分别焊接一段换热器支撑架和烟气管道,均采用4mm厚耐酸钢制作。
(1)火箱内壁
采用冲压拉伸成型加工。左右两个大小相同,结构相似,均开有从上至下为3—3—4排列的3层共10个φ135mm圆形开口,纵向中心距200mm,横向中心距215mm。换热管端部与两侧火箱内壁通过嵌入式焊接连接。右内壁下部居中开设432mm×42mm烟气通道开口。内壁焊接M14×200mm螺栓,左内壁1根或2根(位置参照右内壁),右内壁2根,配置有与螺栓相配套的镀铬手轮,手轮外径φ100mm,符合JB/T7273.3标准。
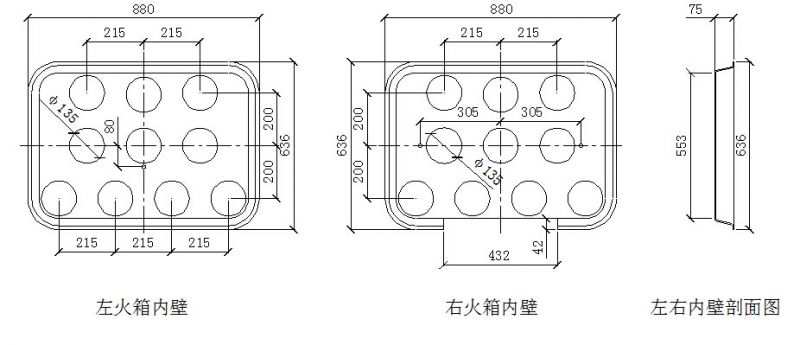
火箱内壁示意图
(2)火箱外壁
采用冲压拉伸成型加工。左右两个大小相同,在结构上有区别,尺寸略小于火箱内壁,方便焊接。左右外壁焊接在左右火箱内壁上。在左外壁上侧居中位置开设195mm×145mm的烟囱出口,下侧居中位置开设690mm×270mm左清灰口;在右外壁居中位置开设690mm×446mm的右清灰口,下部居中开设432mm×42mm烟气通道开口;左右清灰口四周冲压成环状封闭高12mm的外翻边,外翻边与清灰门上的凹陷槽闭合。
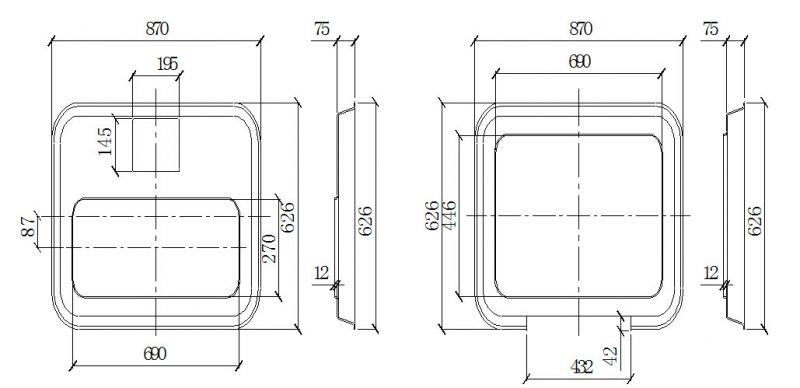
左火箱外壁 右火箱外壁
火箱外壁示意图
炉体
炉体包括炉顶、炉壁(含二次进风管)、炉栅、耐火砖内衬、炉门(含炉门框)和炉底。炉顶与炉壁、炉栅构成的空间为炉膛,炉栅和炉底之间的空间为灰坑。
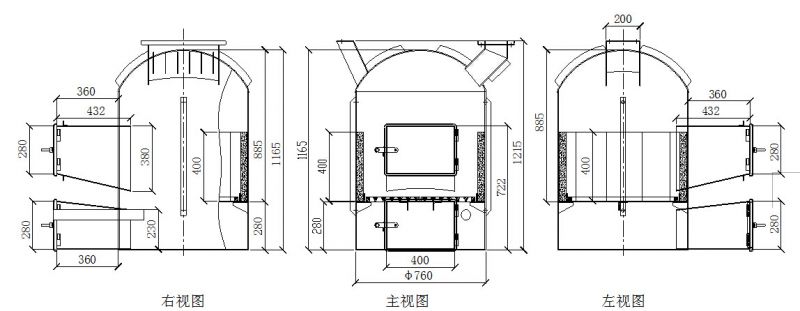
炉体结构示意图
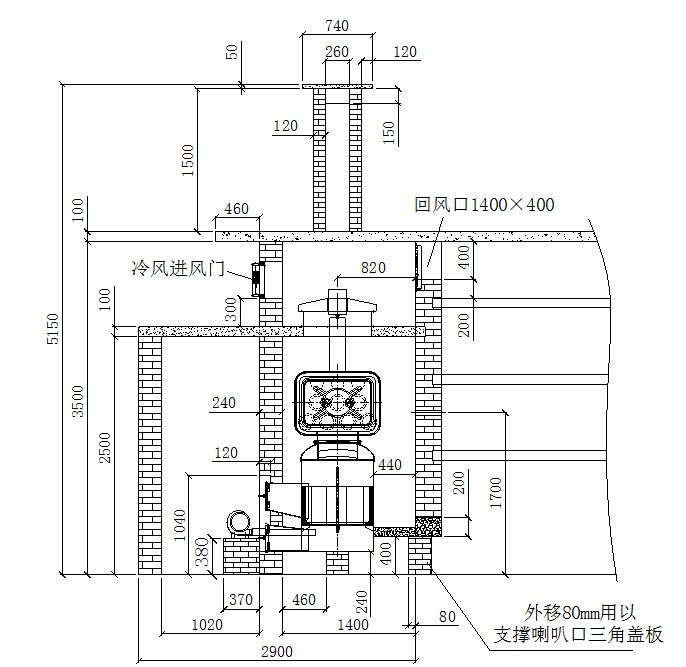
设备安装
(1)原则上行连体密集烤房的装烟室砌筑,并完成循环风机台板整体浇筑及其上方土建部分砌筑,再安装供热设备,***后完成循环风机台板下方加热室墙体砌筑。气流上升式烤房加热室底部的喇叭形热风风道在设备安装前也要先砌好,做好盖板。
(2)在加热室地面砌两个120mm×240mm×高240mm砖墩。然后将炉体座到砖墩上,再把换热器座到炉体上。要求水平、居中。换热器中心以循环风机台板上的风机安装预留口中心为准。安装完成后,要检查炉膛内耐火砖是否完好。
密集型烤房的种类已经较为齐全,从所用燃料看,有烧煤、烧油、烧天然气的;从气流方向看,有气流上升式和气流下降式;从装烟方式上看,有烟夹式、烟箱式、网栏式等等。虽然种类不同,型号各异,但总体结构和工作原理是相同的。 密集型烘烤锅炉设备,主要由装烟室和热风发生室及温湿度监控装置等部分组成。装烟室包括密封围护结构、装载烟设备、分风回风道、排气窗,等等;热风发生室由燃烧炉、热交换器、风机等部分组成;温湿度监控装置包括温湿度传感器和监控板。该烘烤设备的工作原理是:燃料(煤、油、汽)在燃烧炉中燃烧产生高温烟气,高温烟气流经热交换器,散热、加热由风机抽动而流经散热管四周的空气。热空气由风机压入装烟室内的分风装置,均匀分散后流经烟层,加热烟叶,促进烟叶变化,并蒸发和带走烟叶水分,经排气口排出,使烟叶干燥;或者在不排湿时,热空气流经回风道,再回到热风发生室,重新加热后又进入装烟室,实现热风循环利用。安装在监控板(箱)上的微处理器,接收从装烟室内温度传感器传来的信号,与设定的程序比较计算后,再向燃烧器发出信号,指示点燃油升温或关闭而稳温;若是烧煤,则是启动加煤装置和鼓风机烧火加温或停止助燃而稳温;若是热水供热,则通过启动或关闭水泵而调温。湿度控制也是接受装烟室内的湿度信号,通过微处理器计算后,开启和关闭进排风门来实现。
密集型烘烤锅炉设备,主要由装烟室和热风发生室及温湿度监控装置等部分组成。装烟室包括密封围护结构、装载烟设备、分风回风道、排气窗,等等;热风发生室由燃烧炉、热交换器、风机等部分组成;温湿度监控装置包括温湿度传感器和监控板。该烘烤设备的工作原理是:燃料(煤、油、汽)在燃烧炉中燃烧产生高温烟气,高温烟气流经热交换器,散热、加热由风机抽动而流经散热管四周的空气。热空气由风机压入装烟室内的分风装置,均匀分散后流经烟层,加热烟叶,促进烟叶变化,并蒸发和带走烟叶水分,经排气口排出,使烟叶干燥;或者在不排湿时,热空气流经回风道,再回到热风发生室,重新加热后又进入装烟室,实现热风循环利用。安装在监控板(箱)上的微处理器,接收从装烟室内温度传感器传来的信号,与设定的程序比较计算后,再向燃烧器发出信号,指示点燃油升温或关闭而稳温;若是烧煤,则是启动加煤装置和鼓风机烧火加温或停止助燃而稳温;若是热水供热,则通过启动或关闭水泵而调温。湿度控制也是接受装烟室内的湿度信号,通过微处理器计算后,开启和关闭进排风门来实现。
 1.装烟室
1.装烟室
装烟室大小据装烟容量而定。一般内径长5~9m,宽1.8~2.7m,净面积约11~25 m2。装烟2~3层,分一路(仓)和两路(仓)两种类型。其高度,从装烟室进风口地面算起,一般为2~3m。调查结果表明,2.4~2.7m,长7 m左右,高3m ,两路三层的装烟室,一般可装烤鲜烟叶2000~3000kg,操作方便,比较适用。装烟室在建筑上的要求与一般烤房基本相同,但由于它只装2~3层烟,建造得比较矮。因采用机械强制通风,风速和风压都较高,对装烟室的密闭性能要求较高。屋顶、墙壁、门、窗一定要保证严密不漏气,防止漏失大量的热量和湿气。装烟室的地面以上20~40 cm高处设置分风板,分风板和地面形成进风道,进风口与热风炉相通,而在装烟室顶部设置一个回风口和热风炉相连,形成一个完整的热风循环系统。气流下降式烤房则相反,在装烟室顶板以下20~40 cm高处设置分风板,分风板和顶板形成进风道,进风口与热风炉相连,而在烟层下面热风室壁上开设回风口,形成热风循环系统。此外,还在热风室正面或侧面设置1~2个密封性能好的观察窗。
2.热风发生室
密集型烤房依靠热风发生室产生的热风供热。热风发生室是密集型烤房十分重要的组成部分。热风发生室主要有烟管式和风管式两种,而以烟管式使用较多。热风发生室一般由燃烧炉、热交换器(烟管)和风机三部分组成。因燃料不同,燃烧炉又分燃煤炉,燃油炉和燃气炉。热交换器由3~4层来回式呈“品”字形排列圆型钢管所组成。为提高热交换面积和热效率,多采用悬空式结构。这样,燃料在燃烧炉内燃烧产生的烟气经热交换器换热后,由烟管末端进入烟囱排出室外。风机置于热交换器上方,将循环空气加压穿过热交换器,吸收烟气的热量升温后,从进风口进入装烟室。为了节省燃料,前几年国外的燃气炉,不用热交换器,燃烧产生的烟气和空气混合后直接进入装烟室。这样,烟气中的氮氧化物和烟叶中的生物碱反应,产生大量的有害物(亚硝胺)。为降低有害物质,这两年又把这种直燃式供热改为经热交换器间接供热。无论采用那种热风发生室,在设计和使用时,都应从以下几方面努力提高热能利用率:①创造条件使煤燃烧*,提高热效率。例如燃煤炉采用机械鼓风助燃,空气和燃料混合均匀,使煤燃烧*。燃油炉和燃气炉主要是调节好助燃空气进气量,助燃空气不足或过多都会使油气燃烧不*,降低热效率。②加大热交换器的对流传热面积,强化传热过程,降低排烟温度,减少排烟热损失, 提高热能利用率。③尽量减少无效的热量损耗,充分利用热量。例如把燃烧炉改为悬空式,使火炉全部暴露于循环空气中,加大了炉体本身的散热面积,也充分利用了热能。同时还要注意热风室的密闭和隔热,防止热量外传。
3.通风排湿设备
密集烤房采用机械强制通风,确定烤房的需风量和促使风速均匀是通风系统中需要解决的关键问题。烤房风量不足,烟叶干燥不均匀,局部地方还容易烤成烂烟;若风量过大,则烟叶脱水干燥过快,易出青黄烟,影响烟叶的内在质量。因此,装烟室的风量要适宜,并由此来选择排风量适宜的风机。
通过各地的试验与调查,一般认为,当采用烟夹装夹烟叶,装烟密度为一般烤房的3~4倍,装烟室的需风量,每1m2地面应达到900 m3/h, 才能保证烟叶干燥均匀一致。
根据上述需风量选择风机时,还要考虑系统阻力和风量损失。循环空气在流经热交换器(烟管)和燃烧炉时,局部阻力较大,在循环过程中也要克服沿途的系统阻力,这都必须消耗一定的能量,造成通风量的损失。部分调查表明,四层烟管错开排列时,风量损失约占总风量的25 %左右。因此,为保证装烟室有足够风量,风机的通风量应比实际需风量大25%左右。热风发生室结构不同,风机的风量损失亦不相同,*通过试验测定来确定。
在通风量损失的同时,风压也有一定损耗,但损耗不大,一般认为风压损耗不超过10mm水柱。风机的静压在 10 mm水柱以上,就能满足使用要求。密集型烤房要求大风量和低风压,一般选用轴流式风机,较为经济。
在保证风量、风压的前提下,重点要考虑使装烟室内风量分布均匀,通常采用两项措施:一是建风道,上盖多孔分风板。一般装烟室下部建20cm高的风道,上盖多孔分风板。分风板的孔洞总面积大多认为应占装烟室平面的25~30%为宜,从近年来对部分进口密集型烤房的试验和观察来看,以分风板的孔洞总面积略小于从热风室进入装烟室的进风面积为好;二是在风道进口处设“八”字形分风装置,向装烟室两侧分风,克服风道进口两侧风力较弱的弊端。
进风排湿口的设置。密集型烤房的进风排气速度比自然通风烤房大得多。需排湿的时候,自控装置自动开启新鲜空气进风门,风机工作产生的负压把新鲜空气大量吸入,经热交换器加热后通过进风道进入装烟室,由于进风门开启使回风口同时关闭或吸风力减小,使装烟室内压力增加,该压力推开活动排湿风门,使湿空从排气口排出。因此,进风口的设置通常有两种:一是进风口和回风口垂直,共用一个风门,开启进风门时,就关闭了回风口。二是进风口和回风口相对,开启进风门时,没有同时关闭回风口,回风口吸风力减小而促使湿汽从排湿口排出。排湿口的设置则有三种形式:*种是在回风口两侧各开一个20~40 cm见方的排气口,回风口关闭时湿汽自动从排湿口排出;*种是开在装烟室门的上面,安活动风门,回风口关闭时,装烟室内的压力推开活动风门排湿;第三种是气流下降式烤房,排湿口开在装烟室下部两侧。
4.装夹烟工具
密集型烤房大多采用烟夹和烟箱装烟,具有装烟多,工效高,减轻劳动力强度等优点。烟夹大多用钢铁或铝合金制造成两个扁宽形“u”字框架,其中一个容纳烟叶,另一个上面有一排钢针,烟叶放好后,把带钢针的框插压到另一个框上,来夹住烟叶,两端用卡子卡住即可。烟箱多为长方形的“大网箱”,长度和装烟室内宽相一致。宽50~60cm,高2.1m左右,相当于装三层烟的高度。底部四角用四个铁轮支撑。装烟时烟箱平卧,烟叶随机抖匀放入烟箱内,装满达到特定重量时,盖上网盖,插入金属针固定烟叶。然后用提升机把烟箱竖直推入装烟室即可。在国外,烟箱装烟往往和田间机械采收相结合,机械采收的烟叶通过皮带传输入烟箱内。在美国也有固定的装烟设备,烟箱放置在电子称上,从田间采回的烟叶放到输入装置上充分抖匀后才送入烟箱,达到规定重量后自动换箱。
5.自控装置
现在的密集烤房一般都设计安装干湿球温度自控系统,有的还安装了烘烤程序控制系统,把数套烘烤工艺录入控制系统,烘烤时根据鲜烟叶的素质选择相应的烘烤工艺, 控制系统接收从装烟室内温湿度传感器传来的信号,经过与设定的程序比较计算后,再发出信号,实现温湿度的自动化控制,实现烤烟烘烤的自动化或半自动化。密集型烤房的种类已经较为齐全,从所用燃料看,有烧煤、烧油、烧天然气的;从气流方向看,有气流上升式和气流下降式;从装烟方式上看,有烟夹式、烟箱式、网栏式等等。虽然种类不同,型号各异,但总体结构和工作原理是相同的。

电加热烟叶烘烤设备主要有河南农大研制的“一种烘烤设备及其加热方法”该设备包括由保温壁组成的腔体、装在保温壁上的门和置于腔体内的烘烤装置、分风系统及热泵加热系统、除湿系统及用于控制热泵加热系统和除湿系统的控制仪。而热泵加热系统是由装在腔体内的压缩机、冷凝器和装在腔体外的蒸发器及连接它们的连通管和装在连通管上的节流装置所组成。这种烘烤设备使电热转化效率达1∶4以上,具有烟叶烘烤质量高,省电的优点,但构造复杂,成本较高。
另一种电加热烟叶烘烤设备是本申请人之一研制的“烟叶初烤机”该设备由箱体、风机、发热器、和温湿度控制仪等部分组成。其特征在于固定在箱体上的风机位于中间风道的前端上顶部,风扇叶片位于中间风道的中部。中间风道的下端与两边烘烤室的底部相连。两边烘烤室的上部设有多个排湿孔。进风门位于风扇叶片的后面,并由自动排湿机构联动控制进风门的开或关。该设备结构简单,造价低,能自动控温控湿,可提高烟叶烘烤质量。但风机和发热器置于两边烘烤室之间,风机同时向两边送风,又没有分风装置,因而存在分风不匀,烘烤室内温差较大,不利于进一步提高烟叶烘烤质量,耗电量也较高。
为解决上述电热烘烤设备的缺陷,本实用新型提供一种电烤房,该烤房结构简单,造价低,克服了“烟叶初烤机”分风不匀,烘烤室内温差较大的缺陷,能提高烟叶烘烤质量,降低电耗。
本实用新型解决其技术问题的技术方案是电烤房由两套风机电机和风机叶片,三组发热器隔热板,加热室多孔板,烘烤室,排湿口,排湿管道,余热回收室,电控柜和数显干湿温控仪等部份组成。固定在箱体上的两个风机电机和风机叶片位于加热室的上部,风机叶片位于手动风门和自动风门的下方。发热器固定在风机叶片下面的加热室中部,加热室的上部通过风机叶片与烘烤室的上部相连通,加热室的下部与烘烤室的下部相通,并经烘烤室下部的多孔分风板均匀分风。烘烤室前端开门。烘烤室上顶部设有排湿口并与排湿管道通连,排湿管道的另一端与箱体外相通,烘烤过程中烘烤室内产生的湿气由排湿口经排湿管道向箱体外排出。排湿管道位于余热回收室内。该烤房设有手动风门和自动风门,箱体采用复合板内夹塑料泡膜板做保温材料。
烘烤烟叶时,烟叶挂在烘烤室内,被发热器加热的空气,在风机驱动下进入烘烤室底部,经多孔分风板均匀分风后,上升到挂烟层加热烟叶,促进烟叶变化,蒸发烟叶水分,后,湿空气从排湿口经排湿管道向箱体外排出,达到烤黄烤香烤干烟叶的目的。由于数显干湿温控仪可据设定温度打开发热器加热或关闭发热器停止加热,据设定湿度打开自动风门排湿或关闭自动风门保湿,因此可保证按烘烤工艺烘烤烟叶,提高烟叶质量。同时在不排湿状态下,热空气循环利用,而排出湿气时,湿气经排湿管道加热余热回收室内的空气,该加热的空气在风机叶片的作用下,又进入烘烤室内,余热将得到充分利用,达到降低电耗的目的。
箭头所示箱内热风循环流动方向。箭头 所示为进风口预热后热风流动的方向。
多孔板,排湿口进风口,排湿管道,.余热回收室,箱体烘烤室,手动风门,风机电机,风扇叶片发热器,隔热板,13.加热室,自动风门,电控柜,湿温控仪,传感器,18.循环风口。
具体实施方式
下面结合说明书附图进一步说明本实用新型的工作原理和工作过程。
图1中,待烘烤的成熟鲜烟叶,采用烟农常用的烟竿,编烟装入烘烤室(7)内的架子上,也可采用烟夹装烟。烘烤室(7)内装满待烤鲜烟叶后,关门密封,关闭手动风门(8),接通电源,风机(9)(10)开始工作,箱内空气开始流动循环。同时在数显干湿温控仪(16)上设定所需的温湿度。开机时一般是以低温30℃-32℃开始烘烤,此时要求的湿度较高,要求不开风门、不排湿。随着烘烤时间的增加和烟叶的变化,逐渐提高温度,排除水分。烘烤15~20小时,烟叶叶尖变黄后,要求干球温度为38℃,湿球温度为36℃,此时按键设定干球温度38℃,湿球温度36℃。数显干湿温控仪(16)通过传感器(17)能准确显示烘烤室(7)内烟叶变化中的实际温湿度。当设定的干球温度为38℃时,发热器(11)开始根据传感器(17)的信号由数显干湿温控仪(16)的控制电路控制发热器(11)电路的开或关,使烘烤室(7)内的热风恒温于38℃。在高速旋转的风机叶片(10)的作用下,加热室(13)内的气流形成正压,并将发热器(11)发出的热量形成一定压力的热风从加热室(13)的底部吹向烘烤室(7)的底部(如箭头→所示),并经过烘烤室(7)下部的多孔板(1)匀均地将热风吹向烘烤室(7)内被烤烟叶的下部,有一定压力的热风将向上从烟叶的缝隙穿过到达烘烤室(7)的顶部,此时烘烤室(7)顶部的热风经循环风口(18)在风机叶片(10)的作用下,形成负压并被吸向高速旋转的风机叶片(10),再吹入加热室(13)形成正压循环加热。
烘烤室(7)内的鲜烟叶因被加热开始脱水变化,并产生一定的湿度。当烘烤室(7)内的湿度(湿球温度)超过数显干湿温控仪(16)给定或显示的湿温时,由烘烤室(7)内放置的传感器(17)将湿温信号传至数显干湿温控仪(16),并由该控制仪中的开关电路接通自动排湿机构的电源,使其打开自动风门(14),此时,由进风口(3)进入的新鲜空气,经余热回收室(5)预热后,在风机叶片(10)高速旋转的作用下被吸进箱内,并直接进入加热室(13)加热(如箭头 所示)。此时整个箱内的风压成正压,并能自动迅速将烘烤室(7)内有一定温度的湿气从排湿口(2)经排湿管道(4)向箱外排出。当烘烤室(7)内的传感器(17)探测到湿温低于所给定或显示的湿温时,将信号传至数显干湿温控仪(16)并由开关电路变换自动排湿机构,使自动风门(14)关闭,由于风门关闭,箱内和箱外风压平衡,烘烤室(7)内的热风不会外排,烘烤室(7)内的热风经循环风口(18)在风机叶片(10)的作用下经加热室(13)进行加热循环,使烘烤室(7)内的热风湿度保持恒定,从而达到自动排湿和自动加温、恒湿。
本实用新型采用高精度和高灵敏度的数显干湿温控仪,整个烘烤过程中,只要根据箱内烤烟的实际情况调整设定温湿度值,便可精确地自动控制箱内温湿度,完成整个烘烤过程。符合烟农边烤、边看,边升温的烘烤习惯,具有操作简单,控制精确的特点。
权利要求1.一种电烤房,由箱体(6)、数显干湿温控仪(16)、风机(9)电机、风机叶片(10)、发热器(11)、多孔板(1)、排湿管道(4)组成,其特征是固定在箱体(6)上的风机电机(9)位于加热室(13)的顶上端,风机叶片(10)位于自动风门(14)和手动风门(8)的下端,风机叶片(10)的上端与烘烤室(7)的顶部相通连;风机叶片(10)的下端面向加热室(13),发热器(11)固定在加热室(13)的中部,加热室(13)的下部与烘烤室(7)的下部经多孔板(1)与其相通连;烘烤室(7)顶部上方开有排湿口(2),经排湿管道(4)与箱体(6)外面相通连;手动风门(8)和自动风门(14)位于风机电机(9)的周围,并由自动排湿机构及数显干湿温控仪(16)自动控制开或关。
2.根据权利要求1所述的电烤房,其特征是烘烤室(7)的顶上方设有余热回收室(5),排湿管道(4)位于余热回收室(5)内,余热回收室(5)的一端设有进风口(3),另一端与手动风门(8)和自动风门(14)相通连。
摘要本实用新型涉及一种电烤房,由箱体、风机、发热器、烘烤室余热回收室及干湿温控仪等部份组成。其特征在于固定在箱体上的两个风机电机位于加热室的上端,风机叶片位于手动风门和自动风门的下端,发热器位于风机叶片的前下部并固定在加热室的中部。加热室的上部与烘烤室的上部相通,加热室的下部与烘烤室的下部经多孔板相通连。烤烘室一端的顶部设有排湿口并经排湿管道与箱外连通,在烘烤室的顶部上方设有,余热回收室。自动风门和手动风门位于风机电机的周围,并位于风机叶片的上面,由自动排湿机构控制自动风门的开或关。本实用新型是一种能自动控温和自动排湿,能按设定的烘烤工艺烘烤烟叶,提高烟叶质量的新型电加热烤房。




