




TIANLIAN/天联 品牌
生产厂家厂商性质
怒江傈傈族自治州所在地
烤烟热风炉密集烤房电烤房烘烤烘干锅炉
烘烤锅炉采用耐腐蚀性强的特定金属制作,由分体设计加工的换热器和炉体两部分组成。两部分对接的烟气管道与支撑架均采用螺栓紧固连接。换热器采用3—3—4自上而下三层10根换热管横列结构,其中下部7根翅片管,上部3根光管。炉体由椭圆形(或圆形)炉顶、圆柱形炉壁和圆形炉底焊接而成。在炉门口两侧的炉壁对称位置各设置一根二次进风管。采用正压或负压燃烧方式。炉底至火箱上沿总高度1856mm,其中炉体高度1165mm(不含炉顶翅片),底层翅片管翅片外缘距炉顶86mm。设备使用寿命10年以上。
烘烤锅炉
图16换热器支撑架示意图
(4)封头表面散热片
在封头表面均匀焊接弧型表面散热片,高度30mm,厚度4mm,长度350mm的长片14个,长度200mm的短片16个,长短交错。铸造时封头表面散热片高度25mm,底部厚度5mm,顶部厚度3mm,数量及长度同上。散热片可采用双面满焊、单面满焊、单面满焊+对面段焊或两面交错段焊(两面交错段焊点互相连接)方式之一焊接。采用段焊时,每段焊接长度应不小于50mm。如图14所示。
2.2炉壁
采用金属钢板卷制焊接,形成高920mm、外径760mm的圆柱形炉体,底部焊接金属炉底,高度圆度误差不超过5mm,焊缝严密、平整,无气孔无夹渣不漏气。
在炉壁上开设炉门口、灰坑口和助燃鼓风口,在其两侧炉壁的对称位置各开设两个二次进风口(中心点分别距炉底230mm、860mm)各焊接1根二次进风管,管内径30mm×30mm,长650mm;在助燃鼓风口斜向焊接φ60mm长526mm助燃鼓风管,与灰坑口边框夹角为80,形成切向供风。炉壁和炉底采用4mm厚耐酸钢板制作;二次进风管和助燃鼓风管采用Q235钢制作,钢材符合GB/T221和GB/T15575规定。技术参数图如17所示。
图17灰坑结构及正压助燃示意图
2.3炉栅
在距离炉底280mm的炉体内壁先焊接6个炉栅金属支撑架,再安装炉栅。炉栅采用RT耐热铸铁材料铸造,圆形,等分两块,炉条断面为三角或梯形,有足够的高温抗弯强度。炉条上部宽度为28mm~30mm,炉栅间隙为18mm~20mm,结构与技术参数如图18所示。
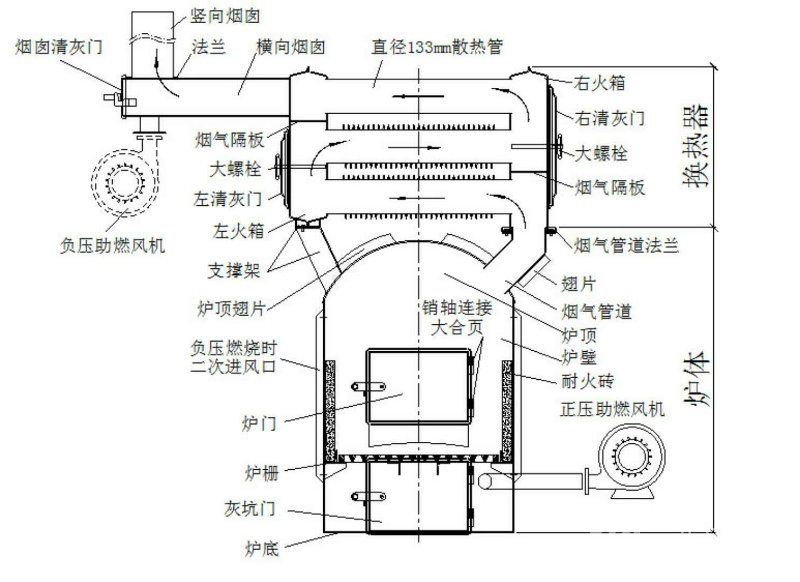
图18炉栅结构参数示意图
2.4耐火砖内衬
在炉壁内紧贴炉栅金属支撑架上方焊接耐火砖法兰支撑圈,在其上方沿炉体内壁安装8块耐火砖作内衬。耐火砖法兰支撑圈采用50mm×50mm×4mm符合GB/T706规定的热轧等边角钢制作。耐火砖采用耐火温度900℃以上符合YB/T5106规定的耐火材料制作,高度400mm,厚度40mm,弧形。结构与技术参数如图19所示。

图19耐火砖内衬结构与技术参数及安装示意图
2.5炉门、灰坑门、炉门框、灰坑框
在炉壁上加煤口和灰坑口的开口位置焊接金属门框,安装炉门和灰坑门,炉门和灰坑门采用冲压成型加工方式,灰坑门为单层钢板结构,炉门为双层结构,外层钢板,内层扣板,层间内嵌厚度30mm隔热保温耐火材料。炉门边缘内翻与内层扣板形成宽17mm的凹槽,凹槽内填充耐高温密封材料。炉门框下底面焊接30mm×4mm扁铁、其他三面焊接30mm×30mm×4mm角铁,形成封闭的法兰,法兰可采用双面满焊、单面满焊、单面满焊+对面段焊或两面交错段焊(两面交错段焊点互相连接)方式之一焊接。采用段焊时,每段焊接长度应不小于50mm。。
门、内层扣板、门框均采用4mm厚耐酸钢制作,门与门框采用轴插销锁式连接,销套外径16mm,销轴直径10mm。门扣采用手柄式。门与门框结构与技术参数如图20所示

炉门俯视 炉门挂钩及把手
图20炉门(含框)结构示意图
3设备安装
(1)原则上行连体密集烤房的装烟室砌筑,并完成循环风机台板整体浇筑及其上方土建部分砌筑,再安装供热设备,后完成循环风机台板下方加热室墙体砌筑。气流上升式烤房加热室底部的喇叭形热风风道在设备安装前也要先砌好,做好盖板。
(2)在加热室地面砌两个120mm×240mm×高240mm砖墩。然后将炉体座到砖墩上,再把换热器座到炉体上。要求水平、居中。换热器中心以循环风机台板上的风机安装预留口中心为准。安装完成后,要检查炉膛内耐火砖是否完好。具体如图21所示。

图21气流上升式设备安装示意图
(3)火箱烟气管道与炉顶烟气管道连接处加耐热密封垫,找水平后先锁紧换热器支撑架上的螺丝,再按图22所示依次锁紧连接法兰上的螺丝。然后进行墙体砌筑,并完成烟囱竖向段与横向段联接。
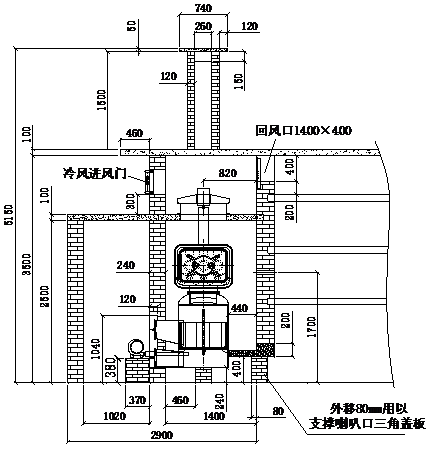
图22换热器与炉膛连接步骤示意图
烟草烤房建设图
3.1 密集烤房
密集烘烤加工烟叶的设备,由装烟室和加热室构成,主要设备包括供热设备、通风排湿设备、温湿度控制设备。基本特征是装烟密度为普通烤房的2倍以上,强制通风,热风循环,温湿度自动控制。烤房结构类型按气流方向分为气流上升式和气流下降式。
3.2 装烟室
挂(放)置烟叶的空间,设有装烟架等装置。与加热室相连接的墙体称为隔热墙,开设装烟室门的墙体称为端墙,在隔热墙上部和下部开设通风口与加热室连通。
3.3 加热室
安装供热设备、产生热空气的空间,在适当的位置安装循环风机。循环风机运行时,通过装烟室隔热墙上开设的通风口,向装烟室输送热空气。与装烟室隔热墙平行的加热室墙体称为前墙;面向前墙时,左手边的墙体称为左侧墙,右手边的墙体称为右侧墙。
3.4 气流上升式
装烟室内空气由下向上运动与烟叶进行湿热交换。
3.5 气流下降式
装烟室内空气由上向下运动与烟叶进行湿热交换。
3.6 供热设备
热空气发生装置,包括炉体和换热器,按烟叶烘烤工艺要求加热空气。
3.7 通风排湿设备
保持空气在加热室和装烟室循环流动和实现烤房内外空气交换、维持装烟室内烘烤工艺要求湿度的装置。包括循环风机、冷风进风门、百叶窗等排湿执行器。气流上升式和气流下降式循环风机安装位置相同,风叶安装角度不同,电机旋转方向相反。
3.8 温湿度控制设备
用于监测、显示和调控烟叶烘烤过程工艺条件的设备,包括温湿度传感器、控制主机和执行器。通过对供热和通风排湿设备的调控,实现烘烤自动控制。
3.9变频器
用于循环风机变频调速控制、单相电源与三相电源转换、循环风机软启动及系统保护的设备,实现密集烘烤过程中循环风机的自动变频调速。
3.10余热共享
将烘烤过程中排出的湿热空气通过特定通道输入温度或湿度较低的邻近烤房,用于烤后烟叶回潮或烤房增温,实现余热综合利用。主要用于连体烤房。
3.11连体烤房
指具有共有墙体的一种密集烤房集群建设方式,包括并排连体和田字型连体两种结构形式。
3.12烘烤工场
指配套有分级和收购设施,具有分级和收购功能的密集烤房群。
4 连体集群建设与基本结构
4.1集群建设
新建密集烤房要求多座连体集群建设。烤房群数量山区10座以上、坝区与平原区20座以上。烘烤工场原则上50座以上。
4.2连体布局
烤房群要求2座以上连体建设,规划编烟操作区等辅助设施,优化布局,节约用地。以5座并排连体建设为一组,建设10座烤房为例,布局规划如图4—1所示。

图4—1并排连体集群密集烤房布局平面和立体示意图
4.3基本结构
适应连体集群建设,优化装烟室、加热室结构及通风排湿系统设置,统一土建结构、统一供热设备、统一风机电机、统一温湿度控制设备,整体浇筑循环风机台板,固定风机安装位置。以并排五连体烤房为例,加热室正面结构及单座烤房剖面结构如图4—2、4—3所示。
图4—2并排五连体密集烤房加热室正面结构示意图(气流上升式)

图4—3并排连体建设单座密集烤房剖面结构示意图(气流上升式)
4.4集中供热与集中控制
鼓励在30座以上的烤房群配备集中供热和*集群控制系统。*集群控制系统网络拓扑采用终端匹配的总线型结构,用一条数据总线实现全部设备通讯,其监视器显示内容与温湿度控制设备液晶显示器显示的信息内容一致,显示方式可在记录式显示、曲线式显示、图表式显示3种方式间切换。显示界面可在单个温湿度控制设备运行状态参数显示和多个温湿度控制设备运行状态参数显示间切换。具备远程监控功能,在具备互联网通讯条件的地方,可随时察看每个温湿度控制设备的运行状态参数,并可对运行状态参数进行读取、记录和修改。
5 土建结构与技术参数
5.1装烟室
内室长8000mm、宽2700mm、高3500mm,满足鲜烟装烟量4500kg以上,烘烤干烟500kg以上。主要包含地面、墙体、屋顶、挂(装)烟架、导流板、装烟室门、观察窗、热风进(回)风口、排湿口及排湿窗、辅助排湿口及辅助排湿门等结构。装烟室剖面结构如图5—1所示。
烤烟热风炉密集烤房电烤房烘烤烘干锅炉 
生物质燃料的烟叶密集烤房,包括装烟室、加热室和控制器,该加热室与该装烟室通过上部的进风口和下部的回风口相互连通,该加热室设有加热设备、冷风进风门和循环风机,该装烟室内设有温度传感器和湿度传感器。本实用新型通过采用生物质燃料——秸秆替代煤炭能源,降低*能源的消耗;自动控制装烟室内温度和湿度,以能保证烤烟烘烤质量和生产效率高;自动加料来节省了劳动力和燃料的消耗。
密集烤房供热设备以燃煤热风炉为主。煤炭作为*能源,无休止地开采和消耗将造成其快速地枯竭。且煤炭燃烧是二氧化碳等温室气体增加的主要原因,产生大量的二氧化硫,也严重地污染了大气环境和人们的身体健康,并且随着近几年煤炭价格的大幅上涨,致使烟叶生产成本也水涨船高。为了积极响应国家节能减排的号召,实现现代烟草农业“降本减工、提质增效”的目的,积极寻求开发可以替代煤炭进行烘烤的新型廉价能源,因此,通过开展对太阳能、空气热源、生物质燃料等环保清洁能源在密集烤房上利用研宄、试验,与传统燃煤烤房相比,可在密集烤房节能减排方面取得明显优势,并改善目前燃煤烤烟对烟区环境的污染情况。为减少能源消耗及温室气体排放,现发展出各种以太阳能、空气能、电能作为主要热源的烟叶烘烤设备取得了一些有益效果,但存在系统结构复杂、维护困难、成本高等问题。
现行烤烟种植趋势是种植地区不断向偏远地区、山区迀移,土建烤房建设周期长,材料运输困难,烤房设施建设不断重复投入,并且还可能占用耕地,而土地资源稀缺,已经很难满足大量占用宅基地和耕地烤烟房建设的需要,土建烤房的建造使得土地资源更加紧张,且土建烤烟房保温性能较差,热能利用率不高,造成了能源浪费、增加成本投入。





